歡迎訪問
西安興寶晟鋼鐵有限公司
網站
西安興寶晟鋼鐵有限公司
主營: 西安螺旋管 西安廣告牌用螺旋鋼管 西安螺旋焊管廠家
咨詢熱線電話
主營: 西安螺旋管 西安廣告牌用螺旋鋼管 西安螺旋焊管廠家
咨詢熱線電話
 2018-11-16 16:14:16
2018-11-16 16:14:16
 樁用螺旋焊縫鋼管(SY5040-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用雙面埋弧焊接或高頻焊接制成的,用于土木建筑結構、碼頭、橋梁等基礎樁用鋼管
樁用螺旋焊縫鋼管(SY5040-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用雙面埋弧焊接或高頻焊接制成的,用于土木建筑結構、碼頭、橋梁等基礎樁用鋼管 司主要經營:國標螺旋鋼管簡稱9711.1螺旋鋼管,9711.2螺旋鋼管,材質分類:16Mn材質螺旋鋼管,Q345B螺旋鋼管,L245螺旋鋼管,L360螺旋鋼管,X40-X80螺旋鋼管,主要用途西安廣告牌用螺旋鋼管,污水處理用螺旋鋼管,水凈化用螺旋鋼管,水廠用螺旋鋼管,電廠化工企業用螺旋鋼管鋼管,用螺旋鋼管,輸送可燃性流體用螺旋鋼管,輸送非
司主要經營:國標螺旋鋼管簡稱9711.1螺旋鋼管,9711.2螺旋鋼管,材質分類:16Mn材質螺旋鋼管,Q345B螺旋鋼管,L245螺旋鋼管,L360螺旋鋼管,X40-X80螺旋鋼管,主要用途西安廣告牌用螺旋鋼管,污水處理用螺旋鋼管,水凈化用螺旋鋼管,水廠用螺旋鋼管,電廠化工企業用螺旋鋼管鋼管,用螺旋鋼管,輸送可燃性流體用螺旋鋼管,輸送非 可燃性流體用螺旋鋼管,國標螺旋鋼管,石油部標SY/T5037螺旋鋼管。該產品用熱軋鋼帶做原料西安螺旋焊管廠家,經常溫螺旋成型,自動埋弧焊工藝焊接而成,產品執行API SPEC 5L、EN10217、GB/T9711.1、GB/T9711.2標準。主要用于石油、工業中輸送可燃流體和非可燃流體及鋼結構
可燃性流體用螺旋鋼管,國標螺旋鋼管,石油部標SY/T5037螺旋鋼管。該產品用熱軋鋼帶做原料西安螺旋焊管廠家,經常溫螺旋成型,自動埋弧焊工藝焊接而成,產品執行API SPEC 5L、EN10217、GB/T9711.1、GB/T9711.2標準。主要用于石油、工業中輸送可燃流體和非可燃流體及鋼結構
西安螺旋管焊接工藝
從焊接工藝而言,螺旋焊管與直縫鋼管的焊接方法一致,但直縫焊管不可避免地會有很多的丁字焊縫,因此存在焊接缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,增加了產生裂紋的可能性。
而且,根據埋弧焊的工藝規定,每條焊縫均應有引弧處和熄弧處,但每根直縫焊管在焊接環縫時,無法達到該條件,由此在熄弧處可能有較多的焊接缺陷。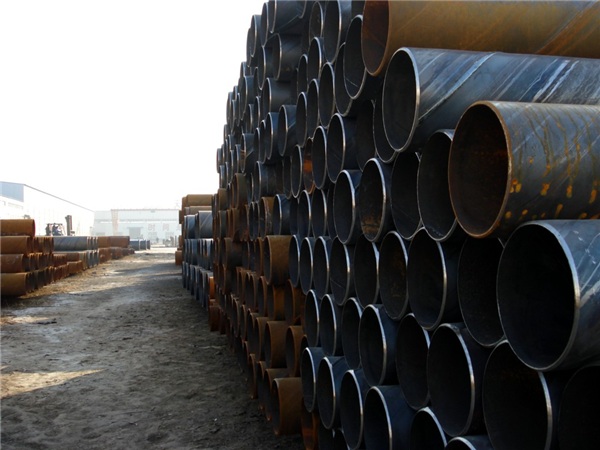
西安螺旋管靜壓破強度
經有關對比試驗,驗證了螺旋焊管與直縫焊管的屈服壓力與破壓力實測值和理論值基本吻合,偏差接近。但無論是屈服壓力還是爆壓力,螺旋焊管均低于直縫焊管。 破試驗還顯示出螺旋焊管爆口的環向變形率明顯大于直縫焊管。由此證實,螺旋焊管的塑性變形能力優于直縫焊管,爆口一般只局限于一個螺距內,這是螺旋焊縫對裂口的擴展起了有力的約束作用所致。
破試驗還顯示出螺旋焊管爆口的環向變形率明顯大于直縫焊管。由此證實,螺旋焊管的塑性變形能力優于直縫焊管,爆口一般只局限于一個螺距內,這是螺旋焊縫對裂口的擴展起了有力的約束作用所致。
西安螺旋管對輸送介質流動特性的影響
輸送管線中的壓降和管子的長度、流體粘滯系數、流體速度、 流體阻力系數都成正比,而和管子的內徑成反比。而流體阻力系數既與雷諾數有關,又與管子內壁表面的粗糙度有關。經測定,管子內壁表面的粗糙度所起的影響要比局部隆起的面積(如螺旋形的焊縫或縱長的焊縫、甚至包括內環形焊縫)所起的影響大十倍。
流體阻力系數都成正比,而和管子的內徑成反比。而流體阻力系數既與雷諾數有關,又與管子內壁表面的粗糙度有關。經測定,管子內壁表面的粗糙度所起的影響要比局部隆起的面積(如螺旋形的焊縫或縱長的焊縫、甚至包括內環形焊縫)所起的影響大十倍。
上一篇:沒有了

吳經理

029-86718844

13572870190

921352894

921352894@qq.com

陜西西安市東元路66號非凡貨場

掃描手機網站

掃一掃手機名片
本企業是西安螺旋管、西安廣告牌用螺旋鋼管、西安螺旋焊管廠家的加工公司,欲了解西安螺旋管更多詳細信息,請訪問網站。
版權所有?西安興寶晟鋼鐵有限公司
聯系人:吳經理 手機:13572870190 電話:029-86718844
郵箱:921352894@qq.com 地址:陜西西安市東元路66號非凡貨場