歡迎訪問
西安興寶晟鋼鐵有限公司
網站
西安興寶晟鋼鐵有限公司
主營: 西安螺旋管 西安廣告牌用螺旋鋼管 西安螺旋焊管廠家
咨詢熱線電話
主營: 西安螺旋管 西安廣告牌用螺旋鋼管 西安螺旋焊管廠家
咨詢熱線電話
 2018-11-14 19:32:58
2018-11-14 19:32:58
 螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
1.如間隙過大西安鍍鋅管,則造成鄰近效應減少西安螺旋管,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。
2.如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。
將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。螺旋鋼管若擠壓力過小西安廣告牌用螺旋鋼管,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷西安螺旋焊管廠家。
 l螺旋管銷售經銷商
l螺旋管銷售經銷商內較大的西安鋼管、無縫鋼管、不銹鋼管、20#45#厚壁無縫鋼管、精密鋼管、合金管、高中低壓鍋爐管、軸承鋼管及焊管等生產銷售企業。地理位置優越,交通十分便利。

螺旋管 -
材質
螺旋管材質:Q235A,Q23b,0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb. Q345 L245 L290 X42 X46 X70 X80
。 對于承受流體壓力的鋼管都要進行液壓試驗來檢驗其耐壓能力和質量,在規定的壓力下不發生泄漏、浸濕或膨脹為合格,有些鋼管還要根據標準或需方要求進行卷邊試驗、擴口試驗、壓扁試驗等。

多臺直縫卷管機組及相應的焊接設備,其操作人員的操作技能、質量意識、分布的點和控制程序的差異將帶來生產管理、計劃進度、檢查驗收、交付協調等方面的諸多困難,極易造成管理與協調上的忙亂和生產廠家與施工單位的質量推諉。
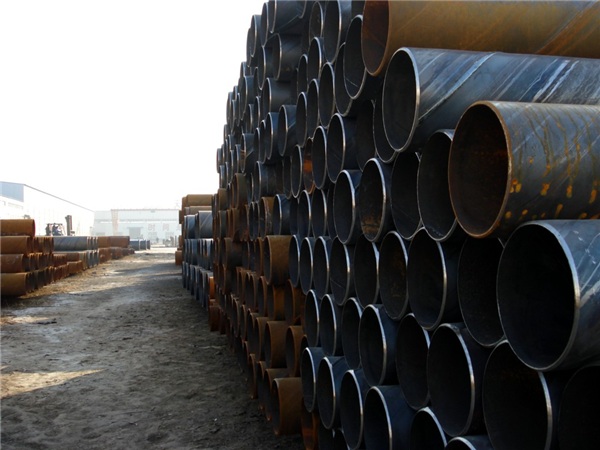
螺旋管特點:工業管材-螺旋管螺旋管也稱螺旋鋼管或螺旋焊管,是將低碳素的結構鋼或低合金的結構鋼鋼帶按一定的螺旋線的角度(叫成型角)卷成管坯,然后將管縫焊接起來制成,它可以用較窄的帶鋼生產大直徑的鋼管。螺旋管主要用于石油、的輸送管線,其規格用外徑*壁厚表示。螺旋管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。
。 多臺直縫卷管機組及相應的焊接設備,其操作人員的操作技能、質量意識、分布的點和控制程序的差異將帶來生產管理、計劃進度、檢查驗收、交付協調等方面的諸多困難,極易造成管理與協調上的忙亂和生產廠家與施工單位的質量推諉。
多臺直縫卷管機組及相應的焊接設備,其操作人員的操作技能、質量意識、分布的點和控制程序的差異將帶來生產管理、計劃進度、檢查驗收、交付協調等方面的諸多困難,極易造成管理與協調上的忙亂和生產廠家與施工單位的質量推諉。主要經營:螺旋鋼管生銹后主要使用鋼絲刷等工具對鋼材表面進行打磨,螺旋管的清洗和預熱可以去除松動或翹起的氧化皮、鐵銹、焊渣等。手動工具除銹能達到Sa2級,動力工具除銹可達到Sa3級,若螺旋管表面附著牢固的氧化鐵皮,工具除銹效果不理想,達不到防腐施工要求的錨紋深度。
在傳統應用的基礎上又增添了新的應用,這樣使得螺旋鋼管的用處更加的豐碩,也同時降低了螺旋鋼管的使用本錢。無線電頻率感應器提供200伏特、50安培的電暢通流暢過螺旋鋼管,通過感應作用加熱實驗樣本。
螺旋管自身并不會變熱,但是實驗樣本會顯著發燒。在加熱溫度超過電弧熔化機時,無線電頻率感應器將提供更多的控制,使科學家可以調整合金具體的成分比例。螺旋鋼管承壓能力強,塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫埋弧焊螺旋鋼管(SY5037-83),采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等。
司鋼管承受壓力計算方法編輯
一:以知無縫管無縫鋼管外徑規格壁厚求能承受壓力計算方法 (鋼管不同材質抗拉強度不同)
壓力=(壁厚*2*鋼管材質抗拉強度)/(外徑*系數)
二:以知無縫管無縫鋼管外徑和承受壓力求壁厚計算方法:
壁厚=(壓力*外徑*系數)/(2*鋼管材質抗拉強度)
三:鋼管壓力系數表示方法:
壓力P<7Mpa 系數S=8
7<鋼管壓力P<17.5 系數S=6
壓力P>17.5 系數S=4 [2][2]
上一篇:沒有了

吳經理

029-86718844

13572870190

921352894

921352894@qq.com

陜西西安市東元路66號非凡貨場

掃描手機網站

掃一掃手機名片
本企業是西安螺旋管、西安廣告牌用螺旋鋼管、西安螺旋焊管廠家的加工公司,欲了解西安螺旋管更多詳細信息,請訪問網站。
版權所有?西安興寶晟鋼鐵有限公司
聯系人:吳經理 手機:13572870190 電話:029-86718844
郵箱:921352894@qq.com 地址:陜西西安市東元路66號非凡貨場