歡迎訪問
西安興寶晟鋼鐵有限公司
網站
西安興寶晟鋼鐵有限公司
主營: 西安螺旋管 西安廣告牌用螺旋鋼管 西安螺旋焊管廠家
咨詢熱線電話
主營: 西安螺旋管 西安廣告牌用螺旋鋼管 西安螺旋焊管廠家
咨詢熱線電話
 2018-07-04 00:31:14
2018-07-04 00:31:14
 螺旋管主要用于石油、的輸送管線,其規格用外徑*壁厚表示。螺旋管有單面焊的和雙面焊的西安廣告牌用螺旋鋼管,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。
螺旋管主要用于石油、的輸送管線,其規格用外徑*壁厚表示。螺旋管有單面焊的和雙面焊的西安廣告牌用螺旋鋼管,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。
公司是國內較大的西安鋼管、無縫鋼管、不銹鋼管、20#45#厚壁無縫鋼管、精密鋼管、合金管、高中低壓鍋爐管、軸承鋼管及焊管等生產銷售企業。地理位置優越,交通十分便利。
螺旋管 - 螺旋鋼管標準及分類 
標準現在螺旋管的常用標準一般分為:SY/T5037-2000(部標、也叫 普通流體輸送管道用螺旋縫埋弧焊鋼管)、GB/T9711.1-1997(國標、也叫石油工業輸送鋼管交貨技術條件第yi部分:鋼管(到目前要求嚴格的有GB/T9711.2 B級鋼管))、API-5L(美國石油協會、也叫管線鋼管;其中分為PSL1和PSL2兩個級別)、SY/T5040-92(樁用螺旋縫埋弧焊鋼管)。

是國內較大的西安鋼管、無縫鋼管、不銹鋼管、20#45#厚壁無縫鋼管、精密鋼管、合金管、高中低壓鍋爐管、軸承鋼管及焊管等生產銷售企業。地理位置優越,交通十分便利。
螺旋管 - 生產工藝 1)原材料即帶鋼卷,焊絲,焊劑西安螺旋焊管廠家。在投入前都要經過嚴格的理化檢驗。
2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。
3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。
5)采用外控或內控輥式成型。

口徑螺旋管生產工藝編輯
[1] 大口徑螺旋管錯邊產生的原因: 大口徑螺旋鋼管在生產時,錯邊時有發生,其影響因素很多。在生產實踐中,往往由干錯邊超差而使鋼管降級。因此分析大口徑螺旋鋼管錯邊產生的原因及其預防措施是很有必要的。(1、鋼帶的鐮刀彎是造成鋼管錯邊的因素。在螺旋焊管成型中,鋼帶的鐮刀彎會不斷地改變成型角,導致焊縫間隙變化,從而產生開縫,錯邊甚至搭邊。嚴重影響了鋼管的質量,故觀測鋼帶卷開卷后的鐮刀彎情況,通過控制立輥使圓盤剪能切除部分鐮刀彎以及成型角的連續控制和糾偏是在生產過程中減少鋼帶鐮刀彎產生錯邊的有效辦法。 2、由于不切邊鋼帶頭尾的形狀和尺寸精度較差,對接時易造成鋼帶硬彎而引起錯邊。 3、鋼帶頭尾對接焊接焊縫余高較大時,在過成型時若處理不當,容易造成較大的錯邊。 4、鋼帶邊緣狀況不佳是造成錯邊的另一重要原因.。 7)內焊和外焊均采
。
西安螺旋管強度特點
管子在承受內壓時,通常在管壁上產生兩種主要應力,即徑向應力δY和軸向應力δX。焊縫處合成應力δ=δY(l/4sin2α+cos2α)1/2,其中,α為螺旋焊管焊縫的螺旋角。
螺旋焊管焊縫的螺旋角一般為50-75度,因此螺旋焊縫處合成應力是直縫焊管主應力的60-85%。在相同工作壓力下,同一管徑的螺旋焊管比直縫焊管壁厚可減小。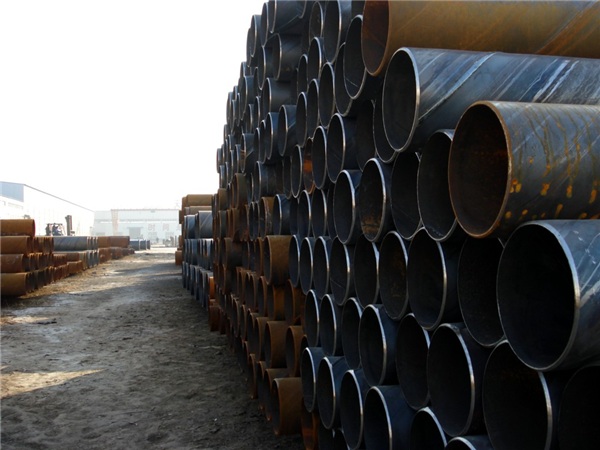
根據以上特點可知:
A?螺旋焊管發生破時,由于焊縫所受正應力與合成應力比較小,破口一般不會起源于螺旋焊縫處,其安全性比直縫焊管高。
B.當螺旋焊縫附近存在與之相平行的缺陷時,由于螺旋焊縫受力較小,故其擴展的危險性不如直焊縫大。
C.由于徑向應力是存在于鋼管上的DA應力,所以焊縫處于垂直應力這一方向時承受DA載荷。即直縫承受的載荷DA,環向焊縫承受的載荷X,螺旋縫介于二者之間。
上一篇:沒有了

吳經理

029-86718844

13572870190

921352894

921352894@qq.com

陜西西安市東元路66號非凡貨場

掃描手機網站

掃一掃手機名片
本企業是西安螺旋管、西安廣告牌用螺旋鋼管、西安螺旋焊管廠家的加工公司,欲了解西安螺旋管更多詳細信息,請訪問網站。
版權所有?西安興寶晟鋼鐵有限公司
聯系人:吳經理 手機:13572870190 電話:029-86718844
郵箱:921352894@qq.com 地址:陜西西安市東元路66號非凡貨場