歡迎訪問
西安興寶晟鋼鐵有限公司
網(wǎng)站
西安興寶晟鋼鐵有限公司
主營: 西安螺旋管 西安廣告牌用螺旋鋼管 西安螺旋焊管廠家
咨詢熱線電話
主營: 西安螺旋管 西安廣告牌用螺旋鋼管 西安螺旋焊管廠家
咨詢熱線電話
 2024-04-09 09:01:55
2024-04-09 09:01:55
興寶晟鋼管有限公司 主要經(jīng)營螺旋管 焊管 無縫鋼管, 不銹鋼管 角鋼 槽鋼 工字鋼經(jīng)銷質(zhì)優(yōu)價廉的各種材質(zhì)型號的無縫鋼管。我廠現(xiàn)有無縫鋼管冷軋機(jī)組六套西安廣告牌用螺旋管,無縫鋼管穿孔機(jī)組生產(chǎn)線兩條,冷拔無縫鋼管生產(chǎn)線六條,熱軋鋼管生產(chǎn)線一條大口徑螺旋管。
并常年經(jīng)銷成都、天津、寶鋼、鞍山、衡陽、冶鋼 、西寧、無錫等幾大鋼廠生產(chǎn)的各種材質(zhì)型號的無縫鋼管,特殊壁厚無縫鋼管、薄壁無縫鋼管、大小直徑無縫鋼管、偏號規(guī)格無縫鋼管。
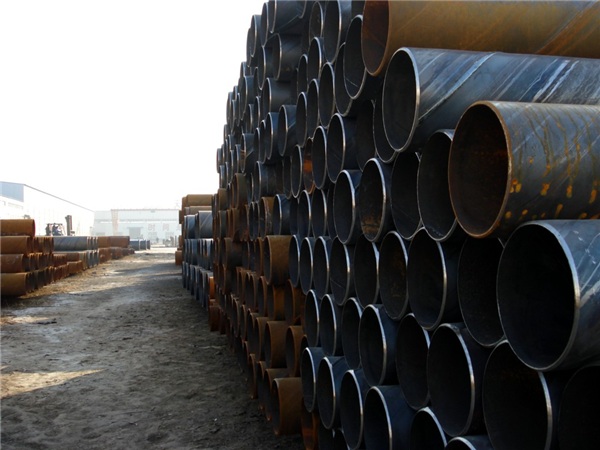
西安興寶晟鋼管有限公司螺旋鋼管主要工藝特點(diǎn):
a. 成型過程中,鋼板變形均勻,殘余應(yīng)力小,表面不產(chǎn)生劃傷。加工的螺旋鋼管在直徑和壁厚的尺寸規(guī)格范圍上有更大的靈活性,尤其在生產(chǎn)高鋼級厚壁管西安廣告牌用螺旋鋼管,特別是中小口徑厚壁管方面具有其他工藝無法比擬的優(yōu)勢, 可滿足用戶在螺旋鋼管規(guī)格方面更多的要求。
b. 采用先進(jìn)的雙面埋弧焊的工藝,可在JIA位置實(shí)現(xiàn)焊接,不易出現(xiàn)錯邊、焊偏和未焊透等缺陷,容易控制焊接質(zhì)量。
c. 對鋼管進(jìn)行100的質(zhì)量檢查,使鋼管生產(chǎn)的全過程均在有效的檢測、監(jiān)控之下,有效地保證了產(chǎn)品質(zhì)量。
d. 整條生產(chǎn)線的全部設(shè)備具備與計算機(jī)數(shù)據(jù)采集系統(tǒng)聯(lián)網(wǎng)的功能西安螺旋焊管廠家,實(shí)現(xiàn)數(shù)據(jù)即時傳輸,由中央控制室對生產(chǎn)過程中的技術(shù)參數(shù)。

陜西金德誠鋼管有限公司是國內(nèi)較大的西安鋼管、無縫鋼管、不銹鋼管、20#45#厚壁無縫鋼管、精密鋼管、合金管、高中低壓鍋爐管、軸承鋼管及焊管等生產(chǎn)銷售企業(yè)。地理位置優(yōu)越,交通十分便利。

表面質(zhì)量:
鋼筋表面允許不得有裂紋、結(jié)疤和折疊。
鋼筋表面允許有凸塊,但不得超過橫肋的高度,鋼筋表面上其他缺陷的深度和高度不得大于所在部位尺寸的允許偏差。
5.尺寸、外形、重量和允許偏差:
1)公稱直徑范圍及推薦直徑
鋼筋的公稱直徑范圍為6~25mm,標(biāo)準(zhǔn)推薦的鋼筋公稱直徑為6、8、10、12、16、20、25、32、40、50mm。
2)帶肋鋼盤的表面形狀及尺寸允許偏差
帶肋鋼筋橫肋應(yīng)符合下列基本規(guī)定:
橫肋與鋼盤軸線的夾角β不應(yīng)小于45度,當(dāng)該夾角不大于70度時,鋼筋相對兩面上橫肋的方向應(yīng)相反;
橫肋與間距l(xiāng)不得大于鋼筋公稱直徑的0.7倍;
橫肋側(cè)面與鋼筋表面的夾角α不得小于45度;
鋼筋相對兩面上橫肋末端之間的間隙(包括縱肋寬度)總和不應(yīng)大于鋼筋公稱周長的20%;
當(dāng)鋼筋公稱直徑不大于12mm時,相對肋面積不應(yīng)小于0.055;公稱直徑為14mm和16mm,相對肋面積不應(yīng)小于0.060;公稱直徑大于16mm時,相對肋面積不應(yīng)小于0.065。
司螺旋鋼管市場需求既快速又不亂增長的趨勢不會根本改變。螺旋鋼管市場能否保持不亂快速發(fā)展的樞紐要看需求的變化。宏觀經(jīng)濟(jì)受政策層面的調(diào)控,今后會給市場增長速度帶來一定的減慢
主要原料為鐵水加廢鋼,鋼中硫、磷含量高于碳素結(jié)構(gòu)鋼,一般硫≤0.050%,磷≤0.045%。由原料帶入鋼中的其他合金元素含量,如鉻、鎳、銅一般不超過0.30%,按成分和性能要求,此類鋼的牌號由Q195,Q215A、B,Q235A、B、C、D,Q255A、B,Q275等鋼級表示。
注:“Q”是屈服的“屈”字的漢語拼音大寫字頭,其后數(shù)字為該牌號X屈服點(diǎn)(σs)值,其后的符號是按照該鋼雜質(zhì)元素(硫、磷)含量由高到低并伴隨碳、錳元素的變化而分為A、B、C、D四等。
GB700-88標(biāo)準(zhǔn)中碳素結(jié)構(gòu)鋼Q235按冶金質(zhì)量分為A、B、C、D四個等級,各等級的鋼種含Si量均為0.3%,區(qū)別在于含碳量和硫、磷含量的不同。AB級含碳量為0.14%~0.22%和0.12%~0.20%,CD級含碳量為≦0.18%、≦0.17%,級的含Mn量X,D級SP含量X。
西安螺旋管焊接工藝
從焊接工藝而言,螺旋焊管與直縫鋼管的焊接方法一致,但直縫焊管不可避免地會有很多的丁字焊縫,因此存在焊接缺陷的機(jī)率也大大提高,而且丁字焊縫處的焊接殘余應(yīng)力較大,焊縫金屬往往處于三向應(yīng)力狀態(tài),增加了產(chǎn)生裂紋的可能性。
而且,根據(jù)埋弧焊的工藝規(guī)定,每條焊縫均應(yīng)有引弧處和熄弧處,但每根直縫焊管在焊接環(huán)縫時,無法達(dá)到該條件,由此在熄弧處可能有較多的焊接缺陷。
上一篇:沒有了

吳經(jīng)理

029-86718844

13572870190

921352894

921352894@qq.com

陜西西安市東元路66號非凡貨場

掃描手機(jī)網(wǎng)站

掃一掃手機(jī)名片
本企業(yè)是西安螺旋管、西安廣告牌用螺旋鋼管、西安螺旋焊管廠家的加工公司,欲了解西安螺旋管更多詳細(xì)信息,請訪問網(wǎng)站。
版權(quán)所有?西安興寶晟鋼鐵有限公司
聯(lián)系人:吳經(jīng)理 手機(jī):13572870190 電話:029-86718844
郵箱:921352894@qq.com 地址:陜西西安市東元路66號非凡貨場