歡迎訪問
西安興寶晟鋼鐵有限公司
網(wǎng)站
西安興寶晟鋼鐵有限公司
主營: 西安螺旋管 西安廣告牌用螺旋鋼管 西安螺旋焊管廠家
咨詢熱線電話
主營: 西安螺旋管 西安廣告牌用螺旋鋼管 西安螺旋焊管廠家
咨詢熱線電話
 2022-04-08 09:03:12
2022-04-08 09:03:12
有限公司是國內(nèi)較大的西安鋼管、無縫鋼管、不銹鋼管、20#45#厚壁無縫鋼管、精密鋼管、合金管、高中低壓鍋爐管、軸承鋼管及焊管等生產(chǎn)銷售企業(yè)。地理位置優(yōu)越,交通十分便利。
螺旋管
開放分類: 冶金 無縫管 波紋管 焊管 生物化學(xué)
由密集成串的核小體組成的DNA蛋白質(zhì)纖絲,經(jīng)螺旋化形成的中空的筒狀結(jié)構(gòu),它是染色質(zhì)的二級結(jié)構(gòu)西安立柱用螺旋管。亦稱為螺線筒或螺線體。由核小體組成的10毫微米纖維螺旋化形成30毫微米粗纖維,使DNA長度進(jìn)一步壓縮6倍。
公司是國內(nèi)較大的西安鋼管、無縫鋼管、不銹鋼管、20#45#厚壁無縫鋼管、精密鋼管、合金管、高中低壓鍋爐管、軸承鋼管及焊管等生產(chǎn)銷售企業(yè)。地理位置優(yōu)越,交通十分便利。
螺旋管 - 螺旋鋼管標(biāo)準(zhǔn)及分類 
標(biāo)準(zhǔn)現(xiàn)在螺旋管的常用標(biāo)準(zhǔn)一般分為:SY/T5037-2000(部標(biāo)、也叫 普通流體輸送管道用螺旋縫埋弧焊鋼管)、GB/T9711.1-1997(國標(biāo)、也叫石油工業(yè)輸送鋼管交貨技術(shù)條件第yi部分:鋼管(到目前要求嚴(yán)格的有GB/T9711.2 B級鋼管))、API-5L(美國石油協(xié)會、也叫管線鋼管;其中分為PSL1和PSL2兩個級別)、SY/T5040-92(樁用螺旋縫埋弧焊鋼管)。

限公司是國內(nèi)較大的西安鋼管、無縫鋼管、不銹鋼管、20#45#厚壁無縫鋼管、精密鋼管、合金管、高中低壓鍋爐管、軸承鋼管及焊管等生產(chǎn)銷售企業(yè)。地理位置優(yōu)越,交通十分便利。
采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求西安廣告牌用螺旋鋼管,管徑,錯邊量和焊縫間隙都得到嚴(yán)格的控制。
7)內(nèi)焊和外焊均采用美國林肯電焊機(jī)進(jìn)行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規(guī)范。
8)焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了100的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標(biāo)記,生產(chǎn)工人依此隨時調(diào)整工藝參數(shù)西安螺旋焊管廠家,及時消除缺陷。
9)采用空氣等離子切割機(jī)將鋼管切成單根。
10)切成單根鋼管后,每批鋼管都要進(jìn)行嚴(yán)格的首檢制度,檢查焊縫的力學(xué)性能,化學(xué)成份,溶合狀況,鋼管表面質(zhì)量以及經(jīng)過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產(chǎn)。
11)焊縫上有連續(xù)聲波探傷標(biāo)記的部位,經(jīng)過手動超聲波和X射線復(fù)查,如確有缺陷,經(jīng)過修補(bǔ)后,再次經(jīng)過無損檢驗,直到確認(rèn)缺陷已經(jīng)消除。
12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過X射線電視或拍片檢查。
13)每根鋼管經(jīng)過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機(jī)檢測裝置嚴(yán)格控制。試驗參數(shù)自動打印記錄。
14)管端機(jī)械加工,使端面垂直度,坡口角和鈍邊得到準(zhǔn)確控制。
我把螺旋焊管與直縫焊管技術(shù)特性做一個簡單的比較:
·材料的冶金性能
直縫埋弧焊管是用鋼板生產(chǎn)的,而螺旋焊管是用熱軋卷板生產(chǎn)的。熱軋帶鋼機(jī)組軋制工藝具有一系列的優(yōu)點,具有獲得生產(chǎn)管線鋼的冶金工藝能力。例如,在輸出臺架上裝有水冷卻系統(tǒng)以加速冷卻,這就允許使用低合金成分來達(dá)到特殊的強(qiáng)度等級和低溫韌性,從而改進(jìn)鋼材的可焊性。但這一系統(tǒng)在鋼板生產(chǎn)廠基本沒有。卷板的合金含量(碳當(dāng)量)往往低于相似等級的鋼板,這也提高了螺旋焊管的可焊性。
更需要說明的是,由于螺旋焊管的卷板軋制方向不是垂直鋼管軸線方向(其夾解取決于鋼管的螺旋角),而直縫鋼管的鋼板軋制方向垂直于鋼管軸線方向,因而,螺旋焊管材料的抗裂性能優(yōu)于直縫鋼管。
西安螺旋管焊接工藝
從焊接工藝而言,螺旋焊管與直縫鋼管的焊接方法一致,但直縫焊管不可避免地會有很多的丁字焊縫,因此存在焊接缺陷的機(jī)率也大大提高,而且丁字焊縫處的焊接殘余應(yīng)力較大,焊縫金屬往往處于三向應(yīng)力狀態(tài),增加了產(chǎn)生裂紋的可能性。
而且,根據(jù)埋弧焊的工藝規(guī)定,每條焊縫均應(yīng)有引弧處和熄弧處,但每根直縫焊管在焊接環(huán)縫時,無法達(dá)到該條件,由此在熄弧處可能有較多的焊接缺陷。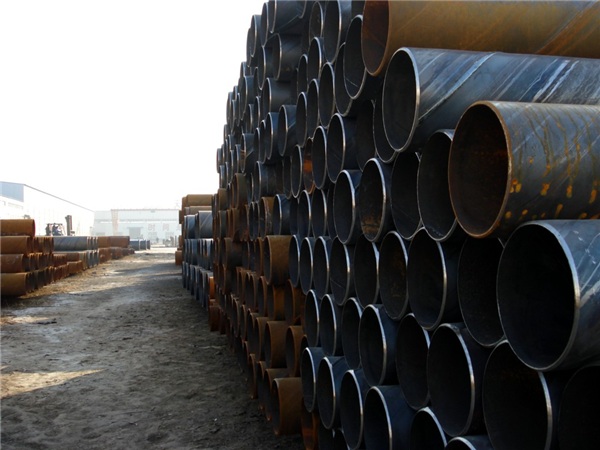
按照螺旋焊管生產(chǎn)標(biāo)準(zhǔn)的規(guī)定,螺旋焊縫鋼管的主要檢驗/控制項目包括:
外形尺寸:鋼管外徑、壁厚、橢圓度、彎曲度、管端垂直度、
長度外觀質(zhì)量:焊縫余高、錯邊、鋼管表面、分層、夾雜、焊縫缺陷判定
化學(xué)成分
焊接接頭拉伸試驗
靜水壓試驗
酸蝕檢驗
無損檢驗
而直縫焊管沒有相應(yīng)的生產(chǎn)標(biāo)準(zhǔn)。
一般螺旋焊管機(jī)組均采用在線連續(xù)檢驗方式來保證焊縫的的焊接質(zhì)量,這是螺旋焊管生產(chǎn)區(qū)別于直縫焊管生產(chǎn)的另一重要特征。連續(xù)檢驗有利于焊接缺陷的監(jiān)控、焊接質(zhì)量的穩(wěn)定、焊接等級的保證。
由于生產(chǎn)工藝的限制,直縫焊管極難實現(xiàn)連續(xù)不間斷檢驗。這將使焊接隱患與質(zhì)量問題的出現(xiàn)機(jī)率增加,甚至影響將來管線運行的整體工作可靠性。
上一篇:沒有了

吳經(jīng)理

029-86718844

13572870190

921352894

921352894@qq.com

陜西西安市東元路66號非凡貨場

掃描手機(jī)網(wǎng)站

掃一掃手機(jī)名片
本企業(yè)是西安螺旋管、西安廣告牌用螺旋鋼管、西安螺旋焊管廠家的加工公司,欲了解西安螺旋管更多詳細(xì)信息,請訪問網(wǎng)站。
版權(quán)所有?西安興寶晟鋼鐵有限公司
聯(lián)系人:吳經(jīng)理 手機(jī):13572870190 電話:029-86718844
郵箱:921352894@qq.com 地址:陜西西安市東元路66號非凡貨場