歡迎訪問(wèn)
西安興寶晟鋼鐵有限公司
網(wǎng)站
西安興寶晟鋼鐵有限公司
主營(yíng): 西安螺旋管 西安廣告牌用螺旋鋼管 西安螺旋焊管廠家
咨詢熱線電話
主營(yíng): 西安螺旋管 西安廣告牌用螺旋鋼管 西安螺旋焊管廠家
咨詢熱線電話
 2021-03-29 09:04:49
2021-03-29 09:04:49
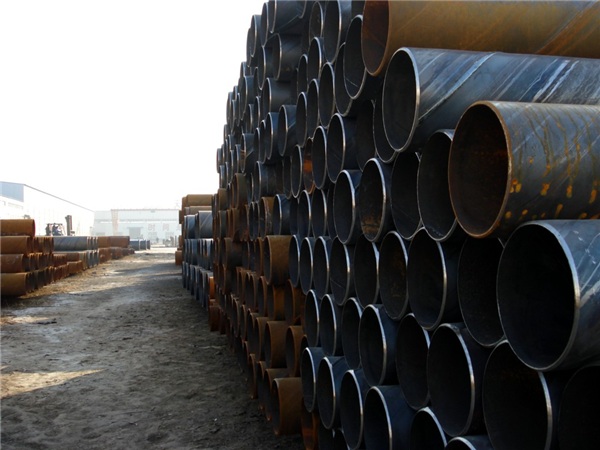
 承壓流體輸送用螺旋縫埋弧焊管主要用于輸送石油、的管線西安螺旋管,鋼管承壓能力強(qiáng),塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫埋弧焊鋼管采用雙面自動(dòng)埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。
承壓流體輸送用螺旋縫埋弧焊管主要用于輸送石油、的管線西安螺旋管,鋼管承壓能力強(qiáng),塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫埋弧焊鋼管采用雙面自動(dòng)埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。 螺旋管特點(diǎn):直縫焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn),成本低,發(fā)展較快。螺旋焊管的強(qiáng)度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長(zhǎng)度的直縫管相比西安廣告牌用螺旋鋼管,焊縫長(zhǎng)度增加30~100,而且生產(chǎn)速度較低。。。
螺旋管特點(diǎn):直縫焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn),成本低,發(fā)展較快。螺旋焊管的強(qiáng)度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長(zhǎng)度的直縫管相比西安廣告牌用螺旋鋼管,焊縫長(zhǎng)度增加30~100,而且生產(chǎn)速度較低。。。
 螺旋鋼管將帶鋼送入焊管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開(kāi)口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
螺旋鋼管將帶鋼送入焊管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開(kāi)口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
1.如間隙過(guò)大,則造成鄰近效應(yīng)減少西安螺旋焊管廠家,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開(kāi)裂。
2.如間隙過(guò)小則造成鄰近效應(yīng)增大,焊接熱量過(guò)大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。
將管坯的兩個(gè)邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結(jié)晶,終形成牢固的焊縫。螺旋鋼管若擠壓力過(guò)小,形成共同晶體的數(shù)量就小,焊縫金屬?gòu)?qiáng)度下降,受力后會(huì)產(chǎn)生開(kāi)裂;如果擠壓力過(guò)大,將會(huì)使熔融狀態(tài)的金屬被擠出焊縫,不但降低了焊縫強(qiáng)度,而且會(huì)產(chǎn)生大量的內(nèi)外毛刺,甚至造成焊接搭縫等缺陷。
 l螺旋管銷售經(jīng)銷商
l螺旋管銷售經(jīng)銷商陜西金德誠(chéng)鋼管有限公怎么增加螺旋鋼管的穩(wěn)定性能
1)中小型型鋼、盤條、鋼筋、中口徑鋼管、鋼絲及鋼絲繩等,可在通風(fēng)良好的料棚內(nèi)存放,但必須上苫下墊。
2)一些小型鋼材、薄鋼板、鋼帶、硅鋼片、小口徑或薄壁鋼管、各種冷軋、冷拔鋼材以及價(jià)格高、易腐蝕的金屬制品,可存放入庫(kù)。
3)保管螺旋鋼管產(chǎn)品的場(chǎng)地或倉(cāng)庫(kù),應(yīng)選擇在清潔干凈、排水通暢的地方,遠(yuǎn)離產(chǎn)生有害氣體或粉塵的廠礦。在場(chǎng)地上要清除雜草及一切雜物,保持鋼材干凈。
4)大型型鋼、鋼軌、辱鋼板、大口徑鋼管、鍛件等可以露天堆放。
5)在倉(cāng)庫(kù)里不得與酸、堿、鹽、水泥等對(duì)鋼材有侵蝕性的材料堆放在一起。不同品種的鋼材應(yīng)分別堆放,防止混淆,防止接觸腐蝕。
6)庫(kù)房應(yīng)根據(jù)地理?xiàng)l件選定,一般采用普通封閉式庫(kù)房,即有房頂有圍墻、門窗嚴(yán)密,設(shè)有通風(fēng)裝置的庫(kù)房。
7)庫(kù)房要求晴天注意通風(fēng),雨天注意關(guān)閉防潮,經(jīng)常保持適宜的儲(chǔ)存環(huán)境。
是國(guó)內(nèi)較大的西安鋼管、無(wú)縫鋼管、不銹鋼管、20#45#厚壁無(wú)縫鋼管、精密鋼管、合金管、高中低壓鍋爐管、軸承鋼管及焊管等生產(chǎn)銷售企業(yè)。地理位置優(yōu)越,交通十分便利。
螺旋管 - 生產(chǎn)工藝 1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過(guò)嚴(yán)格的理化檢驗(yàn)。
2)帶鋼頭尾對(duì)接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動(dòng)埋弧焊補(bǔ)焊。
3)成型前,帶鋼經(jīng)過(guò)矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
4)采用電接點(diǎn)壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。
5)采用外控或內(nèi)控輥式成型。

我把螺旋焊管與直縫焊管技術(shù)特性做一個(gè)簡(jiǎn)單的比較:
·材料的冶金性能
直縫埋弧焊管是用鋼板生產(chǎn)的,而螺旋焊管是用熱軋卷板生產(chǎn)的。熱軋帶鋼機(jī)組軋制工藝具有一系列的優(yōu)點(diǎn),具有獲得生產(chǎn)管線鋼的冶金工藝能力。例如,在輸出臺(tái)架上裝有水冷卻系統(tǒng)以加速冷卻,這就允許使用低合金成分來(lái)達(dá)到特殊的強(qiáng)度等級(jí)和低溫韌性,從而改進(jìn)鋼材的可焊性。但這一系統(tǒng)在鋼板生產(chǎn)廠基本沒(méi)有。卷板的合金含量(碳當(dāng)量)往往低于相似等級(jí)的鋼板,這也提高了螺旋焊管的可焊性。
更需要說(shuō)明的是,由于螺旋焊管的卷板軋制方向不是垂直鋼管軸線方向(其夾解取決于鋼管的螺旋角),而直縫鋼管的鋼板軋制方向垂直于鋼管軸線方向,因而,螺旋焊管材料的抗裂性能優(yōu)于直縫鋼管。
上一篇:沒(méi)有了

吳經(jīng)理

029-86718844

13572870190

921352894

921352894@qq.com

陜西西安市東元路66號(hào)非凡貨場(chǎng)

掃描手機(jī)網(wǎng)站

掃一掃手機(jī)名片
本企業(yè)是西安螺旋管、西安廣告牌用螺旋鋼管、西安螺旋焊管廠家的加工公司,欲了解西安螺旋管更多詳細(xì)信息,請(qǐng)?jiān)L問(wèn)網(wǎng)站。
版權(quán)所有?西安興寶晟鋼鐵有限公司
聯(lián)系人:吳經(jīng)理 手機(jī):13572870190 電話:029-86718844
郵箱:921352894@qq.com 地址:陜西西安市東元路66號(hào)非凡貨場(chǎng)